タップして死ぬ
ねじ切りにおいて、タップとダイスはねじ山を作成するために使用される2種類の工具です。多くは切削工具であり、その他は成形工具です。タップは、相手方のねじ山(例:ナット)の雌ねじを切断または成形するために使用されます。ダイスは、相手方のねじ山(例:ボルト)の雄ねじを切断または成形するために使用されます。タップを用いてねじを切断または成形する工程はタッピングと呼ばれ、ダイを用いてねじ切りする工程はねじ切りと呼ばれます。
どちらの工具もねじ山をきれいにするために使用でき、これはチェーシングと呼ばれます。しかし、通常のタップやダイスを使ってねじ山をきれいにすると、一般的に材料が削り取られ、ねじ山が緩み、強度が低下します。そのため、機械工は通常、専用のタップとダイス(チェーサーと呼ばれる)を使ってねじ山をきれいにします。チェーサーは柔らかい素材で作られており、新しいねじ山を切ることはありません。しかし、実際の締結具よりもしっかりと固定され、通常のタップやダイスと同様に溝が刻まれているため、異物が排出されます。例えば、自動車整備士はスパークプラグのねじ山にチェーサーを使用し、腐食やカーボンの堆積を除去します。
歴史
現代のナットやボルトは一般的に金属で作られていますが、中世のウインチ、風車、水車、製粉所で使用するために木工工具を使用して非常に大きな木製のボルトやナットが作られていた時代はそうではありませんでした。木製部品の切断と交換の容易さは、大きなトルクに耐え、ますます重い荷重に耐える必要性とバランスが取れていました。荷重がさらに重くなるにつれて、破損に耐えるために、より大きくて丈夫なボルトが必要になりました。一部のナットとボルトは、フィートまたはヤードで測定されました。この開発により、最終的に木製部品が同一寸法の金属部品に完全に置き換えられました。木製部品が破損すると、通常は折れたり、裂けたり、裂けたりしました。破片をやすりで削り落とし、残りの部品を組み立て直し、間に合わせの粘土の型に入れて溶かした金属を型に流し込み、同一の部品をその場で交換できるようにしました。
- Löffelholz-Codex(ニュルンベルク 1505)のダイとタップ
- レフェルホルツ写本(ニュルンベルク 1505 年)の開封済み金型


16世紀から17世紀にかけて、金属加工用のタップやダイスは、旋盤やヤスリなどの工具を使って成形し、鍛冶屋で焼き入れや焼き戻しを行って、ユーザー自身で作ることが多かった(特にユーザーが工具製作に熟練していた場合)。そのため、たとえば機関車、銃器、繊維機械の製造者は、自社でタップやダイスを作っていた。19世紀には機械加工産業が大きく発展し、タップやダイスを専門に扱う供給業者から購入する慣行が、徐々にこうした社内作業のほとんどに取って代わっていった。ジョセフ・クレメントは、1828年からタップやダイスを販売していた初期の業者の1人だった。 [1] 1860年代から1870年代にかけて、より高度なフライス加工技術が導入されると、手ヤスリでタップの溝を切るなどの作業は過去のものとなった。 20 世紀初頭、ねじ研削の技術は大きく進化し、タップやダイスなどのねじ切り技術(および応用科学)がさらに進歩しました。
19 世紀から 20 世紀にかけて、ねじの標準化は、タップやダイスなどのねじ生成技術と同時に進化しました。
アメリカ合衆国で最大のタップ・アンド・ダイ製造会社は、マサチューセッツ州グリーンフィールドに拠点を置くグリーンフィールド・タップ・アンド・ダイ(GTD)でした。1940年から1945年にかけて、GTDは連合国の戦争活動に不可欠であったため、枢軸国による空襲の可能性に備えて、敷地内に高射砲が設置されました[要出典]。GTDブランドは現在、ウィディア・プロダクツ・グループに属しています。
タップ



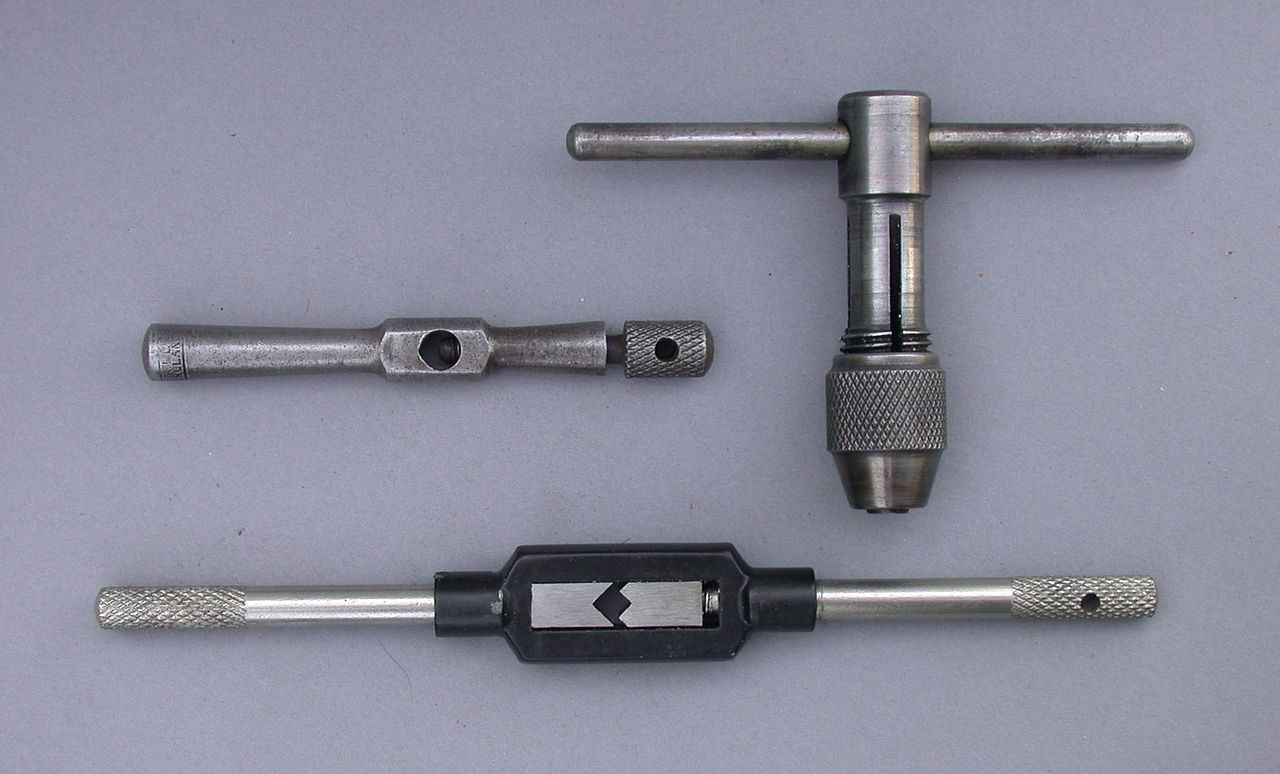
タップは穴の内面にねじ山を切ったり形成したりすることで、ナットのように機能する雌面を作ります。画像にある3つのタップは、ほとんどの機械工が一般的に使用する基本的なタップの種類を示しています。
- 底タップ
- 画像の上部に示されているタップは、ほぼテーパーのない連続した切れ刃を持っています。テーパーは通常、1~1.5山です。[2] [3]この特徴により、底タップは止まり穴 の底までねじを切ることができます。底タップは通常、よりテーパーの大きいタイプのタップを使用して部分的にねじ切りされた穴にねじを切るために使用されます。底タップのテーパー端(「タップ面取り」)は短すぎるため、ねじのない穴にねじを切り始めることはできません。米国では、これらは一般にボトミングタップとして知られていますが、オーストラリアと英国ではプラグタップとしても知られています。
- 中間タップ、第2タップ、[3]またはプラグタップ
- 画像中央に示されているタップは、テーパー状の刃先を有しており、タップを未タップ穴に位置合わせしてタップをねじ込む際に役立ちます。テーパーねじの数は通常3~5本です。[2]プラグタップは最も一般的に使用されるタップです。[要出典]米国ではプラグタップとして知られていますが、オーストラリアと英国ではセカンドタップとして知られています。
- テーパータップ
- 画像の下部に示されている小さなタップは、中間タップに似ていますが、刃先がより顕著にテーパー状になっています。この特徴により、テーパータップはプラグタップよりも緩やかな切削動作を実現し、より穏やかな切削動作を実現します。テーパーねじの数は通常8~10です。[2]テーパータップは、加工が難しい材料(例:合金鋼)や、タップの直径が非常に小さく破損しやすい場合に最もよく使用されます。
- 電源タップ
- 上記のタップは手動で操作するため、一般的にハンドタップと呼ばれます。作業中、機械工は定期的にハンドタップを逆回転させて、切削によって発生する切りくず(スワーフとも呼ばれます)を粉砕する必要があります。これにより、切削材料がタップに絡まって破損するのを防ぎます。
- 最も一般的なタイプの動力駆動タップは、「スパイラルポイント」プラグタップ(別名「ガン」タップ)で、その切断刃はタップの中心線に対して角度的にずれています。

スパイラルポイントプラグタップ(「ガン」タップ)。

- 成形タップ
- 全く異なる種類のタップが成形タップです。成形タップ(フルートレスタップまたはロールタップとも呼ばれます)は、切削タップのように穴の側面から金属を切削するのではなく、穴にねじ込む際に金属を強制的にねじ山形状に押し込みます。成形タップには、タップの周囲に周期的に突出した突起があり、タップが適切なサイズの穴に挿入されると、実際にねじ山が成形されます。突起の後ろのねじ山は、接触摩擦を低減するためにわずかに凹んでいます。切りくずのためのスペースを設ける必要がないため、これらの凹みは切削タップのフルートよりもはるかに目立たず、タップは見た目もほぼ平ねじのように見えます。タップは切りくずを出さないため、定期的にタップを戻して切りくずを取り除く必要がありません。切りくずが堆積すると、切削タップが詰まって破損する可能性があります。この問題は特に止まり穴で深刻であるため、ねじ成形はこのような用途に特に適しています。成形タップは、軟鋼やアルミニウムなどの展性材料にのみ使用できます。成形ねじは通常、切削ねじよりも強度が高くなります。タップドリルのサイズは、ほとんどのタップドリル表に示されている切削タップよりも大きいため、正確な穴サイズが必要です。少しでも小さい穴だとタップが破損する可能性があります。摩擦力が大きいため、適切な潤滑が不可欠です。そのため、切削油ではなく潤滑油を使用します。
穴
手動式でも自動式でも、タッピング加工は穴あけ(通常はドリル加工)と、タップの主径より若干小さい径に皿穴加工することから始まります。正しい穴径は、多くの機械工場で標準的な参照資料となっているドリルとタップのサイズ表に記載されています。適切なドリル径はタップドリルサイズと呼ばれます。タップドリルのサイズ表がない場合は、以下の方法で正しいタップドリル径を計算できます。

ここで、 はタップドリルのサイズ、はタップの外径(例:3 ⁄ 8 -16 タップの場合は3 ⁄ 8インチ)、 はねじピッチ(3 ⁄ 8 -16 タップ の場合は1 ⁄ 16インチ)です。3 ⁄ 8 -16 タップの場合、上記の式は5 ⁄ 16となり、これが正しいタップドリル径となります。上記の式は最終的に約 75% のねじ山を生成します。



メートルねじではピッチが直接指定されるため、メートルサイズのタップの正しいタップドリルの直径は次のように計算されます。

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
ここで、 はタップドリルのサイズ、はタップの外径(例:M10×1.5タップの場合は10mm)、ピッチはねじのピッチ(標準のM10タップの場合は1.5mm)です。したがって、正しいドリルサイズは8.5mmです。これは細目ピッチと粗目ピッチの両方に有効で、約75%のねじ山を生成します。
タップシーケンス
プラスチック、アルミニウム、軟鋼などの柔らかいまたは中程度の硬度の材料では、中間 (プラグ) タップを使用してねじを切るのが一般的です。ねじを止まり穴の底まで延長する必要がある場合、機械工は中間 (プラグ) タップを使用して、タップの先端が底に達するまでねじを切断し、次に底取りタップに切り替えて仕上げます。機械工は、タップの詰まりや破損を回避するために、頻繁に切削片を排出する必要があります。硬い材料の場合、機械工はテーパタップから開始する場合があります。テーパタップの直径の変化が緩やかなため、ねじを切るのに必要なトルクが小さくなります。止まり穴の底までねじを切るには、機械工はテーパタップに続いて中間 (プラグ) タップを使用し、最後に底取りタップで仕上げます。
機械タッピング
タッピングは、一連のタップ(第一タップ、第二タップ、最終(仕上げ)タップ)を用いた手作業によるタッピングと、旋盤、ラジアルボール盤、ベンチ型ドリルマシン、ピラー型ドリルマシン、垂直フライス盤、HMC、VMCなどの機械によるタッピングのいずれかで行うことができます。機械タッピングはより高速で、人為的ミスが排除されるため、一般的に精度も高くなります。最終タッピングはシングルタップで行われます。
一般的に機械タッピングの方が正確ですが、タップの破損が頻繁に発生し、タッピングの品質が一定しないため、タッピング操作の実行は従来非常に難しいものでした。
蛇口が破損する一般的な理由は次のとおりです。
- タップ関連の問題:
- 蛇口の摩耗は簡単には定量化できない(摩耗した蛇口の使用)
- 特定の用途に適さないタップ形状のタップの使用。
- 標準外または品質の劣るタップの使用。
- 切りくずが詰まる。
- タップと穴の位置ずれ。
- タップの供給量が多すぎたり少なすぎたりすると、張力または圧縮により破損が発生します。
- 不適切または不十分な切削潤滑剤の使用。
- トルク制限機能がない。
- スクリューマシンで使用する場合のフロートが不適切またはゼロ(40 tpi以上の場合はフロートを確立するために送り速度を0.1遅くし、40 tpi以下の場合は0.15遅くすることを推奨[4] )
- スピンドル速度が不適切です。
これらの問題を克服するには、タッピング中のタップ破損の可能性を最小限に抑えるための特殊なツールホルダーが必要です。これらは通常、従来型ツールホルダーとCNCツールホルダーに分類されます。
タッピング作業用ツールホルダー
ユーザーの要件に応じて、さまざまなツールホルダーをタッピングに使用できます。
ハンドタッピング用補助具(簡易治具)
単純な手作業によるタッピングの最大の課題は、タップと穴が同軸になるように正確に位置合わせすることです。つまり、斜めにではなく真っ直ぐにタップを差し込むことです。良好なねじ山を作り、タップを破損させないためには、作業者はこの位置合わせを理想に近づけなければなりません。ねじ山の深さが深くなるほど、角度誤差の影響は大きくなります。深さが直径の1~2倍であれば、角度誤差はほとんど問題になりません。しかし、2倍を超える深さになると、誤差は無視できないほど大きくなります。位置合わせに関するもう1つの事実は、最初の1~2回のねじ切りによって、残りのねじ山の方向が決まるということです。最初の1~2回のねじ切り後に角度を修正することはできません。
この位置合わせ作業を支援するために、フリーハンドのスキルを使わずに正しい形状 (つまり、穴との正確な同軸度) を実現するためのいくつかの種類の治具と固定具を使用できます。
- ハンドタッパー:基本的な形状はアーバープレスに類似したシンプルな治具で、スピンドルをワークに対して正確に垂直に保持します。標準タップはスピンドルに保持されており、作業者はハンドルバーを使ってスピンドルを手動で回転させます。この治具により、熟練した作業者であっても2~5°の誤差が生じやすい、垂直度を注意深くかつ巧みに調整する必要がなくなります。
- タッピングガイド、または「タップ&リーマアライナ/ホルダー」は、通常のタップハンドルを使用する際にタップにかぶせるシンプルな円錐形のガイドです。ハンドタッパーと同様に、基本的な原理は、正しい位置合わせを行うための治具または固定具を使用することです。
工作機械スピンドル用ヘッド
- タッピングアタッチメント:これらは通常のもの(さまざまなタップサイズで利用可能)またはクイックチェンジタイプです。
- クイックチェンジドリルおよびタッピングチャック(CNC および手動制御ツールの両方で利用可能なバリエーション)
- リジッドタッピングアタッチメント(CNC用)
一般的に、タッピングホルダーには次の機能が求められます。
- ツインチャッキング:タップは円形断面と四角形断面の両方の点で保持されます。円形断面を掴むことで機械主軸との同心度が確保され、四角形断面を掴むことで確実な回転駆動が得られます。
- 安全クラッチ: 設定されたトルク制限に達するとすぐに内蔵の安全機構が作動し、タップの破損を防ぎます。
- フロートラジアルパラレル: 小さなずれはこのフロートによって処理されます。
- 長さ補正: 組み込みの長さ補正により、スピンドルの小さな押し引きや送り差を補正します。
様々な環境でのタッピング作業の典型的な例を含むタッピングのケーススタディは、machinetoolaid.com [1]に掲載されています。
タッピングステーション
- タッピングステーションは、バランスアームランプに似たパンタグラフ型のアームの先端にタッピングヘッドが取り付けられた作業台です。作業者はタッピングヘッドを各(既に掘削された)穴に誘導し、素早くタッピングを行います。
- ドリリング センターとタッピング センターは、その名前がタッピング ステーションに似ていますが、実際には、フライス加工の使用は限定的で、主にドリリングとタッピングに使用することを想定して設計された、2 軸、2.5 軸、または 3 軸の軽量で手頃な価格の加工センターです。
ダブルリードタップとインサートタップでは、他のタップとは異なる速度と送り、および異なる開始穴直径が必要です。
タップドリルのサイズ
| インペリアルタップとドリルビットのサイズ表 | メートル法のタップとドリルビットのサイズ表 | [5] [6] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
米国のタップとドリルビットのサイズと参考表
米国のタップとドリルビットのサイズに関する包括的な参考資料は、Albany County Fastenersが提供する表をご覧ください。この表には、機械ねじのサイズ、インチあたりの山数、外径と内径、そして様々な材料に適したドリルのサイズなど、詳細な仕様が記載されています。
| 機械ネジサイズ | 1インチあたりのねじ山数(TPI) | 外径 | 内径 | タップドリル | クリアランスドリル | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| アルミニウム、真鍮、プラスチック用の75%ねじ | 鋼、ステンレス、鉄用の50%ねじ | ぴったりフィット | フリーフィット | ||||||||
| ドリルサイズ | 小数点相当 | ドリルサイズ | 小数点相当 | ドリルサイズ | 小数点相当 | ドリルサイズ | 小数点相当 | ||||
| 0 | 80 | .0600 | .0447 | 3/64 | .0469 | 55 | .0520 | 52 | .0635 | 50 | .0700 |
| 1 | 64/72 | .0730 | .0538/.0560 | 53 | .0595 | 1/16 | .0625 | 48 | .0760 | 46 | .0810 |
| 2 | 56/64 | .0860 | .0641/.0668 | 50 | .0700 | 49 | .0730 | 43 | .0890 | 41 | .0960 |
| 3 | 48/56 | .0990 | .0734/.0771 | 47 | .0785 | 44 | .0860 | 37 | .1040 | 35 | .1100 |
| 4 | 40/48 | .1120 | .0813/.0864 | 43 | .0890 | 41 | .0960 | 32 | .1160 | 30 | .1285 |
| 5 | 40/44 | .1250 | .0943/.0971 | 38 | .1015 | 7/64 | .1094 | 30 | .1285 | 29 | .1360 |
| 6 | 32/40 | .1380 | .0997/.1073 | 36 | .1065 | 32 | .1160 | 27 | .1440 | 25 | .1495 |
| 8 | 32/36 | .1640 | .1257/.1299 | 29 | .1360 | 27 | .1440 | 18 | .1695 | 16 | .1770 |
| 10 | 24/32 | .1900 | .1389/.1517 | 25 | .1495 | 20 | .1610 | 9 | 1960年 | 7 | 2010年 |
| 12 | 24/28/32 | .2160 | .1649/.1722/.1777 | 16 | .1770 | 12 | .1890 | 2 | .2210 | 1 | .2280 |
| 1 ⁄ 4 | 20/28/32 | .2500 | .1887/.2062/.2117 | 7 | 2010年 | 7/32 | .2188 | F | .2570 | H | .2660 |
| 5 ⁄ 16 | 18/24/32 | .3125 | .2443/.2614/.2742 | F | .2570 | J | .2770 | P | .3230 | 質問 | .3320 |
| 3 ⁄ 8 | 16/24/32 | .3750 | .2983/.3239/.3367 | 5月16日 | .3125 | 質問 | .3320 | W | .3860 | X | .3970 |
| 7 ⁄ 16 | 14/20/28 | .4375 | .3499/.3762/.3937 | あなた | .3680 | 25/64 | .3906 | 29/64 | .4531 | 15/32 | .4687 |
| 1 ⁄ 2 | 13/20/28 | .5000 | .4056/.4387/.4562 | 27/64 | .4219 | 29/64 | .4531 | 33/64 | .5156 | 17/32 | .5312 |
| 9 ⁄ 16 | 2024年12月18日 | .5625 | .4603/.4943/.5514 | 31/64 | .4844 | 33/64 | .5156 | 37/64 | .5781 | 19/32 | .5938 |
| 5 ⁄ 8 | 2024年11月18日 | .6250 | .5135/.5568/.5739 | 17/32 | .5312 | 37/64 | .5781 | 41/64 | .6406 | 21/32 | .6562 |
| 5 ⁄ 8 | 2024年11月18日 | .6250 | .5135/.5568/.5739 | 17/32 | .5312 | 9月16日 | .5625 | 41/64 | .6406 | 21/32 | .6562 |
| 11 ⁄ 16 | 24 | .6875 | .6364 | 41/64 | .6406 | 21/32 | .6562 | 45/64 | .7031 | 23/32 | .7188 |
| 3 ⁄ 4 | 2020年10月16日 | .7500 | .6273/.6733/.6887 | 21/32 | .6562 | 11月16日 | .6875 | 49/64 | .7656 | 25/32 | .7812 |
| 13 ⁄ 16 | 20 | .8125 | .7512 | 49/64 | .7656 | 25/32 | .7812 | 53/64 | .8281 | 27/32 | .8438 |
| 7 ⁄ 8 | 2020年9月14日 | .8750 | .7387/.7874/.8137 | 49/64 | .7656 | 51/64 | .7969 | 57/64 | .8906 | 29/32 | .9062 |
| 15 ⁄ 16 | 20 | .9375 | .8762 | 57/64 | .8906 | 29/32 | .9062 | 61/64 | .9531 | 31/32 | .9688 |
| 1 | 2020年8月12日 | 1.0000 | .8466/.8978/.9387 | 7/8 | .8750 | 59/64 | .9219 | 1-1/64 | 1.0156 | 1-1/32 | 1.0313 |
| 1+1 ⁄ 16 | 18 | 1.0625 | .9943 | 1.000 | 1.000 | 1-1/64 | 1.0156 | 1-5/64 | 1.0781 | 1-3/32 | 1.0938 |
| 1+1 ⁄ 8 | 2018年7月12日 | 1.1250 | .9497/1.0228/1.0568 | 63/64 | .9844 | 1-1/32 | 1.0313 | 1-9/64 | 1.1406 | 1-5/32 | 1.1562 |
| 1+3 ⁄ 16 | 18 | 1.1875 | 1.1193 | 1-1/8 | 1.1250 | 1-9/64 | 1.1406 | 1-13/64 | 1.2031 | 1-7/32 | 1.2188 |
死ぬ
{kind=link}

ダイは、棒などの円筒状の材料に雄ねじを切込み、ボルトのように機能する雄ねじ部品を作ります。ダイは一般的に、ソリッドタイプと調整タイプの2種類があります。調整可能なダイは、一体型のネジ、またはダイホルダー(「ダイストック」と呼ばれる)にセットされたネジセットによって調整できます。一体型の調整ネジは、軸方向に作用するように配置できます。この場合、調整ネジがダイのネジ穴に差し込まれると、ダイのスリット部分が押し開かれます。また、接線方向に作用するように配置できます。この場合、調整ネジはスリットの片側にねじ込まれたネジがスリットの反対側に当接します。一体型のネジのないダイは、放射状に配置されたネジによってダイストック内で調整されます。ストック内の2本のネジはスリットの両側の窪みに当接し、スリットを閉じようとします。一方、先端が先細りの3本目のネジはスリットにねじ込まれ、スリットを押し開きます。これら3本のネジを互いに動かすことで、ダイを調整します。
一体型ネジは米国では一般的ですが、英国やヨーロッパではほとんど知られていません。
右の画像に示すダイは調整可能です。
- 左上:上部調整ネジ付きの古い分割ダイ
- 左下:上部調整ネジ付きの一体型ダイ
- 中央:側面調整ネジ付きの一体型ダイ(画像全体ではほとんど見えません)
- 右:調整ネジが組み込まれていない2つのダイ
ソリッドダイスは、公称ねじ形状と深さを切削しますが、その精度はダイスの製作精度と摩耗の影響に左右されます。調整式ダイスは、摩耗を補正したり、異なるねじ山の嵌合クラス(A級、B級、そして稀にC級)を実現したりするために、わずかに圧縮または拡張することができます。調整式タップも存在しますが、一般的ではありません。調整式タップは、溝に分割された先端と、刃先をわずかに押し広げる軸方向のねじを備えています。
ねじ切り加工の対象となるワークピース(ブランク)は、通常、ダイの外径よりもわずかに小さく、ねじ切り加工する側の端部にわずかなテーパー(面取り)が施されます。この面取りは、ダイをブランクの中心に合わせ、ねじ切り加工の開始に必要な力を軽減するのに役立ちます。[8] ダイが加工を開始すると、自動的に送り始めます。切りくずを切断し、ねじ山の詰まりを防ぐために、定期的にダイを反転させる必要があることがよくあります。
ダイナットは再ねじ切りダイスとも呼ばれ、損傷したねじ山を整えるためのダイスです。[9]サイズ調整用の割れ目がなく、レンチで回せるように六角棒で作られています。損傷したねじ山を修復するプロセスは「チェーシング」と呼ばれます。再ねじ切りダイスにはチップ形成歯がないため、新しいねじを切ることはできません。[10]ただし、ダイスの外部形状は、その機能と厳密には一致しません。ダイスメーカーは、新しいねじ山を作成することを目的とした六角形のモデルを製造しています。[11]これらは、外部形状を除いてすべての点でソリッドダイスと同じように見えます。六角形のねじ切りダイスは、六角形の保持機能を備えたダイスストックと一緒に使用されます。
潤滑剤
ほとんどのタッピングおよびねじ切り作業では、適切な潤滑剤の使用が不可欠です。一般的な材料に推奨される潤滑剤は以下の通りです。
- 炭素鋼(軟鋼)
- 石油ベースまたは合成切削油。
- 合金鋼
- 石油系切削油に少量(約10%)の灯油またはミネラルスピリットを混ぜたもの。この混合液はステンレス鋼にも使用できます。
- 鋳鉄
- 潤滑剤は使用しないでください。切りくずを除去するには、低速のエアブラストを使用してください。
- アルミニウム
- 灯油またはミネラルスピリットに少量(15~25%)の石油系切削油を混ぜたもの。場合によっては、WD-40、CRC 5-56、3 - in-One Oilなどの製品でも代用できます。
- 真鍮
- 灯油またはミネラルスピリット。
- ブロンズ
- 灯油またはミネラルスピリットに少量(10~15 パーセント)の石油系切削油を混ぜたもの。
参考文献
- ^ ロー 1916、58ページ。
- ^ abc Smid, Peter (2003-03-01). CNCプログラミングハンドブック. インダストリアルプレス. ISBN 978-0-8311-3158-6。
- ^ ab “Taps: 技術情報”. 2009年1月13日時点のオリジナルよりアーカイブ。2009年1月4日閲覧。
- ^ ブラウン&シャープ:カム&ツール設計、p.11-12
- ^ 「USタップとドリルビットサイズ表」BoltDepot.com。2006年12月1日時点のオリジナルよりアーカイブ。2006年12月3日閲覧。
- ^ 「メートル法タップとドリルビットのサイズ表」BoltDepot.com。2006年11月10日時点のオリジナルよりアーカイブ。2006年12月3日閲覧。
- ^ 「米国のタップとドリルビットのサイズと参照表」AlbanyCountyFasteners.com . 2024年3月6日閲覧。
- ^ 「タップとダイスの用語」TapDie.com. 2006年11月19日時点のオリジナルよりアーカイブ。2006年12月3日閲覧。
- ^ “Types and Uses - Continued - 14256_231”. www.tpub.com . 2009年3月9日時点のオリジナルよりアーカイブ。2018年5月7日閲覧。
- ^ キーナン、ジュリアン・ポール (2005). ASVAB - 最高のテスト対策. 研究教育協会. ISBN 978-0-7386-0063-5。
- ^ 「高炭素鋼製 38ピース DIY用タップ&ダイセット」Vermont American . 2022年7月2日閲覧。
参考文献
- デガーモ, E. ポール; ブラック, J. T.; コーサー, ロナルド A. (2003). 『製造における材料とプロセス』(第9版). Wiley. ISBN 0-471-65653-4。
- ロー、ジョセフ・ウィッカム(1916年)、イギリスとアメリカの工具製造業者、ニューヘイブン、コネチカット:エール大学出版局、LCCN 160117531926年にMcGraw-Hill社(ニューヨークとロンドン)で再版(LCCN 27-24075);およびLindsay Publications, Inc.(イリノイ州ブラッドリー)で再版(ISBN 978-0-917914-73-7)。
外部リンク
- 手タッパーの写真
- AlbanyCountyFasteners.com のタップとダイスセット